保有技術:溶射技術溶射技術一覧
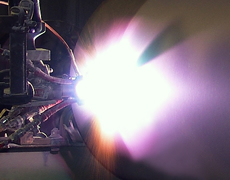
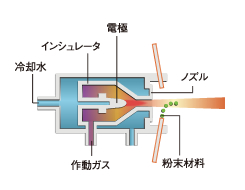
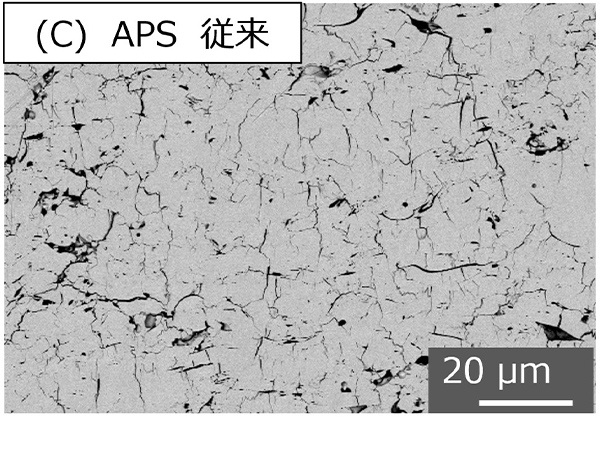
大気プラズマ溶射(APS:Atmospheric Plasma Spraying)
プラズマとは、気体が高温となって、ガス分子が原子に分離しさらに電子と陽イオンに分解(電離)した状態の集団気体のことをいいます。
プラズマ状になったガスを収束した高温高速のガス噴流がプラズマジェットです。エネルギー密度の極めて高い、10,000度Cを超える高温のプラズマジェットを利用し、金属・合金から高融点材料の代表とされる各種セラミックス、セラミックスと金属あるいは合金とを組み合わせたサーメットの粉末材料を溶融して加工対象に噴射する溶射法がプラズマ溶射法です。溶射材料の選択自由度が大きく、基材と溶射皮膜との密着性が高いのが特長です。
普通の大気中で行うプラズマ溶射法を、特に減圧プラズマ溶射法と区別する意味で、大気圧プラズマ溶射法(APS)と呼びます。非常に多彩なセラミックス材料の特性と使用環境を考慮し、適切な材料選択、皮膜仕様の設計と厳しい施工管理で生み出された APS溶射皮膜はさまざまなところで活躍しています。単にプラズマ溶射法と呼ぶ場合はこのAPS溶射法のことを指します。
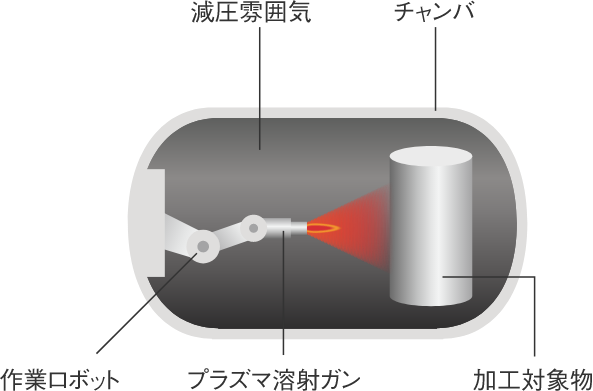
減圧プラズマ溶射(VPS:Vacuum Plasma Spraying)
チャンバー内部の空気を高真空まで排気した後、アルゴンガスを封入し低真空雰囲気で行うプラズマ溶射法を減圧プラズマ溶射法(VPS)と呼びます。この溶射法は次のような特徴を有しています。
- 材料特性が損なわれないため、設計通りの特性を持った皮膜が得られる。
- Tiなどの活性金属の成膜ができる。
- 溶融粒子の飛行速度が大気中でのプラズマ溶射よりも速く、より緻密で高い結合力をもつ皮膜を得ることができる。
など、先端分野と深い係わりのある高機能皮膜形成には不可欠な溶射法です。

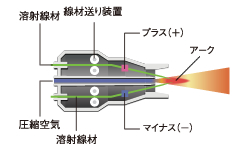
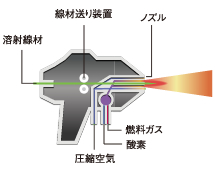
アーク溶射
2本の溶射用線材に溶射ガン先端のノズル部分で直流電圧を印加し、この線材の交差部で短絡させることによって発生するアークの熱で溶融し、更にその溶滴を圧縮空気で微細化し噴射する方式であり、ガス溶線式フレーム溶射法と共にワイヤー溶射法(Wire
Process)と総称されています。
使用する線材は線材に加工できる金属や合金であれば全てアーク溶射法による溶射が可能です。
アーク溶射法はガス溶射法に比べ次のような利点があります。
- 皮膜形成能力は2倍以上で、加工面積の大きい物品に適用すると能率的です。
- 局部的に溶着の度合いが大きく、より大きな密着力を示します。
- 圧縮強度がより大きいので、より重荷重の条件下にも適用が可能です。

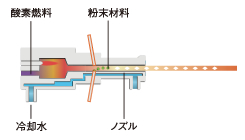
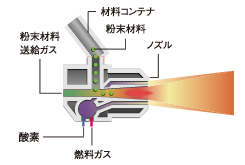
高速フレーム溶射(HVOF:High Velocity Oxy-Fuel)
高速フレーム溶射法と呼ばれるHVOF溶射法は、溶射ガン燃焼室の圧力を高めることによって、爆発燃焼炎に匹敵する高速火炎を発生させ、この燃焼炎ジェット流に粉末材料を供給して溶融または半溶融状態にし、高速度で連続噴射する溶射法です。粉末溶射材料が超音速で基材に衝突するため、極めて繊密で高密着力を有する皮膜を形成することができます。特に炭化物サーメット材料の耐摩耗性皮膜の形成に真価を発揮します。連続的に皮膜が形成されるので、爆発溶射法に比べより均質な皮膜が得られます。
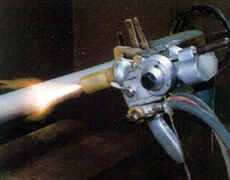
粉末式フレーム溶射
酸素、アセチレン(プロパン)炎を熱源とし、自溶合金の粉末材料を溶融噴射し加工物表面に皮膜を形成する溶射法で、溶射後のフュージング(溶融)処理によって無気孔に近い皮膜が形成され、基材との冶金的結合による高い密着力と優れた耐食性が得られます。また皮膜の溶融および凝固過程において硼化物、炭化物の硬化相が析出することから、高い耐摩耗性を発揮します。
このほか、ほとんどの化学溶液に対する耐食性、耐エロージョン性、耐キャビテーションエロージョン性、高温硬度特性にも優れた特性を示します。
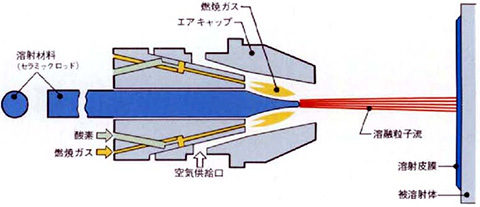
溶棒式フレーム溶射
棒状に加工したセラミックロッドを、溶射して皮膜を形成させる方式です。
溶棒式ロッド溶射(Rod Flame Spraying Process)と総称されています。
燃焼ガス(主として酸素・アセチレン)によって完全に溶融された粒子のみが圧縮空気により基材に吹付けられ高密度、高密着力をもつセラミック皮膜が形成されます。
溶線式フレーム溶射
酸素、アセチレン(プロパン)炎を熱源とし、金属・合金線材を溶融噴射し加工物表面に皮膜を形成する溶射法で、アーク溶射法と共にワイヤー溶射法(Wire Process)と総称されています。
使用する線材はアルミニウム、亜鉛、バビット等の低融点材料を始めとし、銅、ブロンズ、モネル、炭素鋼、ステンレス鋼、モリブデン他金属・合金線材全てがその対象となります。

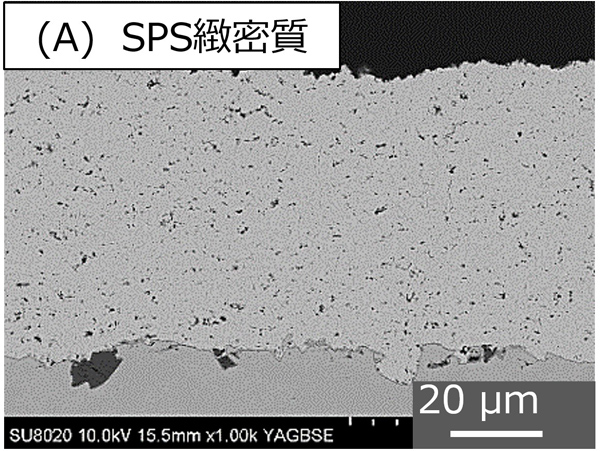
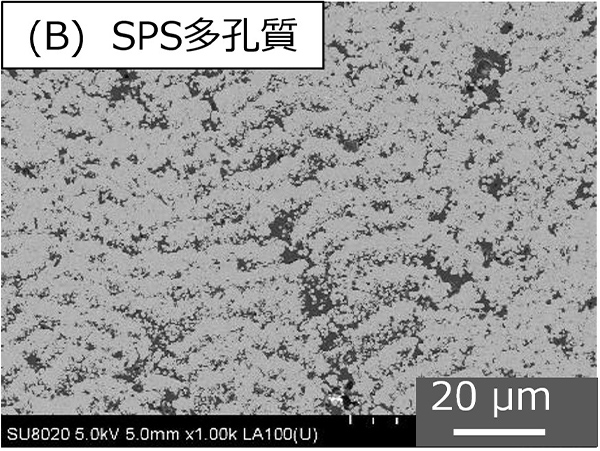
サスペンションプラズマ溶射(SPS:Suspension Plasma Spraying)
溶射材料をサスペンション(懸濁液)状態で供給する新しいプラズマ溶射法であり、これにより微粒子粉末材料の溶射が可能になりました。成膜に微粒子粉末を用いることで皮膜中の気孔を低減した超緻密皮膜や、逆に溶射条件を調整すれば超多孔質皮膜も得ることができます。超緻密皮膜では耐摩耗性向上、超多孔質膜では低熱伝導化や触媒担持等、目的に応じた皮膜作製が可能です。
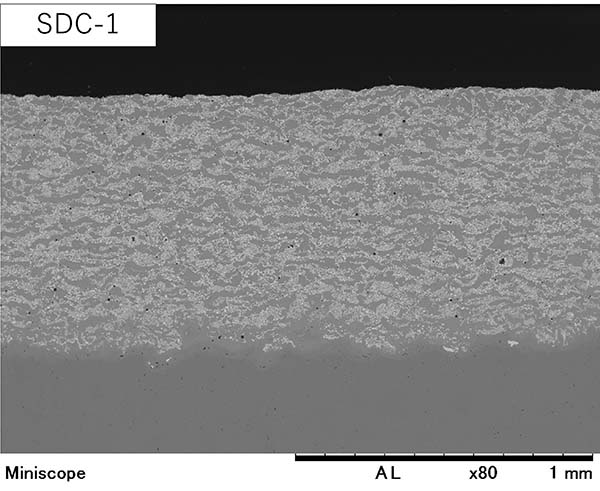
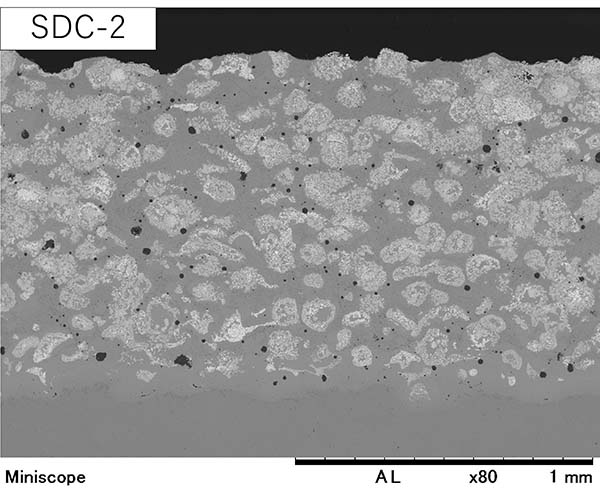
SDC溶射(Super Diffusion Coating)
拡散合金層が厚く、硬質粒子が均一に分散した、高硬度でありながら靭性にも富んだ超合金皮膜です。高温酸化、熱衝撃、高荷重などの環境下でも剥離やクラックを生じることなく、長期間の使用に耐えることができます。
SDC皮膜の合金層は、粉末式フレーム溶射皮膜の3倍以上の厚い合金層を持ちます。これによって、基材との密着力がより強く、耐衝撃性、耐剥離性が一段と向上しました。
代表的SDC皮膜と粉末式フレーム溶射皮膜(自溶合金皮膜)との比較
| 皮膜名称 | SDC-1 | SDC-2 | 従来皮膜 |
|---|---|---|---|
| 材質 | WC含有高合金 | WC含有高合金 | WC含有自溶合金 |
| 硬度(HV) | 900~1000 | 900~1100 | 700~750 |
| 合金層(μm) | 30~40 | 25~35 | 5~10 |
| 密着強度(MPa) | 350以上 | 300以上 | 200以上 |
数値は平均的な値であり、保証値ではありません。
代表的SDC皮膜の断面組織